当社では、光硬化型3Dプリンタ(ULTRA 3SP)を使用しています。
光で硬化する液体樹脂をワークプールに満たし、その表面からレーザーを照射することにより硬化させて断面を積層していく造形方法です。既に硬化した積層面は液面より下げて沈め、その上にまた次の断面を硬化させて、高さを付けて形状を製作していきます。
高性能光硬化樹脂は積層跡が目立ちにくい滑らかなサーフェイスを造ることで、ワーキングモデルに最も近いかたちでの試作を実現することができます。
製作時間が大変早く、ローコストで製作できます。
対応データ
2D
- DXF
- DWG
- illustrator ( .ai )
※2D図面データから3Dデータを作成します
3D/中間ファイル
- parasolid ( .x_t; .x_b )
- STEP ( .stp; .ste; .step )
- IGES ( .igs; .ige; .iges )
- JT ( .jt )
- STL ( .stl; .stla; .stlb )
3D/CADファイル
- Mastercam ( 全てのMastercamファイル)
- Visi ( .wkf )
- catiaV5 ( .CATpart )
- Rhinoceros ( .3dm )
- NX( .part )
- Pro/E ( .part)
- SolidWorks ( .prt; .sldprt; .asm; .sldasm )
※2D・3Dのデータが無く、スケッチのようなラフデザインからでも弊社の技術担当者との打ち合わせにて対応できます。
対応材質
| 材料特性 | ABS-3SP |
|---|---|
| 張力強度 | 35.6MPa |
| 張力伸長率 | 3.07% |
| 曲げ強度 | 81MPa |
| 曲げ弾性率 | 2290MPa |
| 荷重たわみ温度(HDT) | 70℃ |

3Dプリンターの特徴
- 造形エリア(造形サイズ) は『 266 × 177×193 』です。
- 製作時間が大変早く、ローコストで製作できます。
- 精度は3Dプリンタの中では高精度ですが、切削加工に比べると劣ります。
- 特殊な光沢の塗装仕上げや研磨仕上げには向きません。
- 1つから複数個の対応ができますが、個数分の時間がかかります。
3Dプリンタープロセス
- 1. 3次元データの作成
- 3次元データを作成し、そのデータを3Dプリンタで製作出来るようスライスデータに変換する。
- 2. レーザー照射
- UVレーザーを液体樹脂に照射し、液体樹脂を硬化させる。
- 3. 積層を繰り返す
- 一層終わると一段下がるという作業を繰り返して造形していく。
- 4. 仕上げ処理
- 機械から取り出し、サポート材の除去や磨き仕上げを行い完成。
3Dプリンターサンプル
コネクタ

| 材質 | ABSライク樹脂 |
|---|---|
| サイズ | 100×54×40 |
キャップ

| 材質 | ABSライク樹脂 |
|---|---|
| サイズ | 130×110×50 |
ハウジング
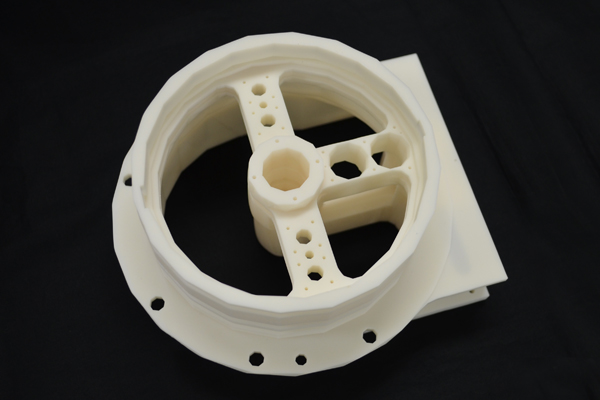
| 材質 | ABSライク樹脂 |
|---|---|
| サイズ | 160×140×80 |
ケース
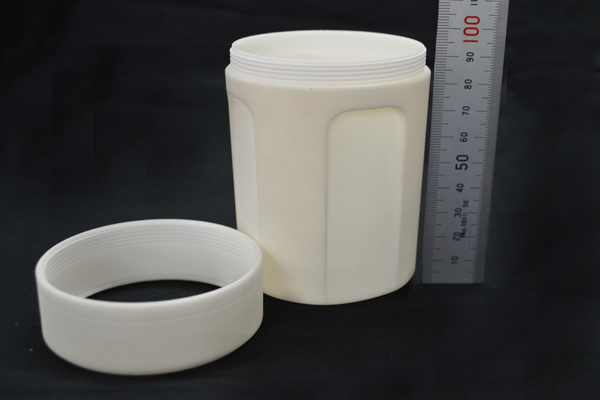
| 材質 | ABSライク樹脂 |
|---|---|
| サイズ | φ60×100 |